


球墨管件库存充足")
球墨管件库存充足")






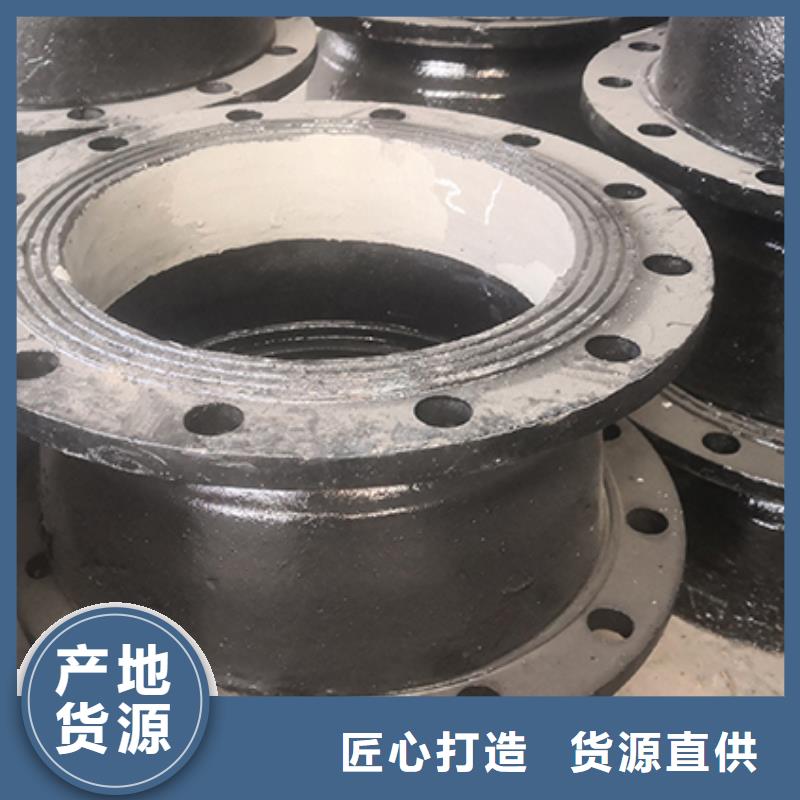
1.球墨铸铁管校圆: 经过运用液压或机械起重的办法顶起内部向外压或从管子表面面运用压力向内压.为了防止损坏水泥砂浆衬层应当运用与管子内形相似的硬木垫块.康复球墨铸铁管的外在形象。 2.球墨铸铁管切管: 切管所用的砂轮切开机应可以安装切开用砂轮和磨光用砂轮由金钢砂(碳化硅)制作的砂轮很适宜用于切开带水泥内衬的管子切管时应将管子放在水平地面或方木上切管的进程为:作符号、切管、磨光. 3.球墨铸铁管外涂层修补: 用毛刷和钢丝清洁表面必要时可用气燃办法枯燥用钢丝刷清理干净后涂上油漆. 4.球墨铸铁管内衬修补: a.把需求修补的部分转到底部把损杯的部分剔去. b.用金属刷子除掉残留的水泥块湿润待修部分的水泥层边际然后等候几分部. c.填充水泥砂浆并把它压至原有水泥涂层厚度. d.结束就是把表面涂滑润并且加上一些水或掩盖一层湿布以防水泥干得太快而发作裂纹。 球墨铸铁管配件
球墨铸铁管配件前两个主要由化学传感器检测,通常是在使用组件或系统的过程中。如果有合适的传感器,这种方法比较简单。球墨铸铁管的气密性试验需覆盖在铸铁管内。如果发生渗漏,***需要清理土壤,破坏混凝土,这将不可避免地影响工程的进度。通常我们采用以下几种方法对球墨铸铁管进行气密性检查:常用的气密性试验方法有气泡法、涂抹法、化学示踪气体检漏法、压力变化法、流动法、超声波法等。传统的泄漏检测方法是气泡法和污点法。气泡法是将工件浸入水中,用压缩空气填充,然后从中收集气泡以测量泄漏量。涂抹法是一种能在工件表面产生一定压力的肥皂、水等气泡,并观察气泡情况来检测泄漏尺寸的液体。操作简单,这两种方法可直接观察区和渗漏的情况,但因为我事先不知道工件的泄漏定位和几个泄漏,很难收集所有的气泡,影响测量的准确度;其次,对大型、笨重和复杂的部分,气泡附着零件的底和折叠,不易观察。试验结束后,对工件进行清洗干燥,不能实现自动定量检漏。
下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵消除缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件
球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件
